AI-SOP系统如何解决产线漏装错装
面向制造业现场的 AI 视觉行为识别、SOP 作业引导与工序防错解决方案
品牌:深圳合米科技 | 场景:工业 AI 视觉 / AI-SOP 智能作业合规
内容模块 | 本篇重点 | 面向角色 |
痛点 | 漏装错装、工序跳步、结果滞后 | 生产/质量负责人 |
机制 | 识别、比对、预警、复检、追溯 | 工艺/自动化团队 |
落地 | 从关键工位试点到多产线复制 | 管理层/项目负责人 |
摘要
产线漏装、错装、反装、少装的问题,本质上不是“员工不知道 SOP”,而是现场执行过程缺少实时校验。传统 SOP 只能告诉员工应该怎么做,传统巡检只能在事后抽查结果,真正的风险往往发生在关键动作被跳过、关键零件未放入、工具使用顺序错误的那一刻。AI-SOP 系统的价值,就是用工业摄像头和端侧 AI 视觉识别,把标准作业步骤变成现场可识别、可提醒、可拦截、可追溯的执行闭环。

AI-SOP 工位漏装识别
漏装错装为什么总在现场反复发生
制造企业最怕的不是发现一个零件没装,而是这个问题已经流到下一道工序、整机装配甚至客户现场。
以工程机械油缸装配为例,密封圈、防尘圈、导向套、端盖螺栓都属于关键件。一个密封圈漏装,肉眼未必能在后续快速发现,但它可能影响油缸密封性能,最终带来返工、拆解、投诉和追溯压力。
类似问题也常出现在家电包装、汽车零部件装配、电子插件、新能源 PACK 组装等场景:
工人少放一件附件,包装流到成品区才发现。
螺丝少锁一颗,后续质检才查出异常。
线束插头没有插到底,设备测试阶段才暴露问题。
左右件、正反件拿错,人工复核时容易漏看。
夜班或赶工时,员工跳过步骤但现场没人及时发现。
这些问题的共同点是:错误发生在过程里,但传统管理经常只能在结果里发现。
传统SOP管不住漏装错装的原因
很多工厂已经有纸质 SOP、电子 SOP 或作业指导屏,但它们通常只解决“标准怎么展示”的问题,没有解决“员工有没有按标准执行”的问题。
传统 SOP 的短板主要有三个:
1. 只能展示,不能判断
系统能告诉员工“先放密封圈,再装导向套”,但不能判断密封圈是否真的放了。
2. 依赖人工巡检,覆盖不稳定
班组长和质检员不可能长时间盯住每个工位,尤其是多产线、多班次、节拍快的工厂。
3. 追溯滞后,问题已流出
等质检发现异常时,往往已经过了最佳纠偏时点。管理者只能倒查,很难在现场当场拦住。
所以,漏装错装不是单靠“再培训一次”“再贴一张 SOP”就能解决的。真正需要补上的,是关键工序的实时识别和执行校验能力。
AI-SOP如何识别漏装错装
AI-SOP 的核心不是重新写一份 SOP,而是把 SOP 拆成可被系统识别的动作、物料、工具和顺序。
在一个典型工位上,系统会完成五个动作:
1. 采集现场画面
工业摄像头对准关键操作区域,实时采集员工手部、零部件、工具和工位状态。
2. 识别关键对象
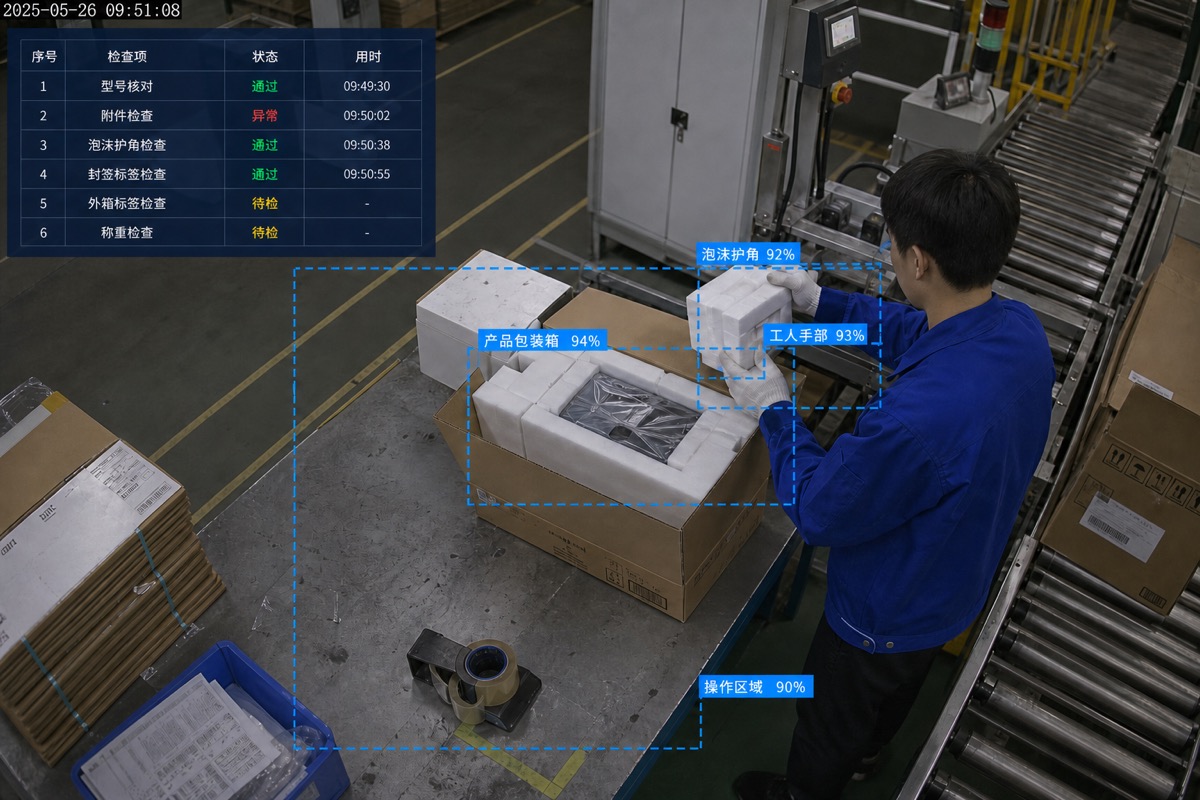
端侧 AI 模型识别密封圈、螺丝、线束、泡沫护角、工具、产品本体等关键对象。
3. 比对 SOP 步骤
系统把当前画面和标准 SOP 节点进行比对,判断该步骤是否已完成、是否顺序正确、是否存在缺失。
4. 触发异常提醒
如果系统识别到漏装、错装、反装、少装或跳步,会在工位端提示异常,可联动弹窗、声光提醒或管理看板。
5. 留下追溯记录
异常时间、工位、步骤、抓拍画面、处理结果被记录下来,后续可用于复盘、培训和质量追溯。
这样,SOP 不再只是“写给人看的流程”,而变成了“系统能参与判断的现场标准”。
以油缸密封圈漏装为例:AI-SOP怎么拦截
假设某工程机械液压油缸装配工位,需要按顺序完成:
1. 缸筒内壁清洁
2. 活塞杆预装
3. 防尘圈安装
4. 主密封圈放置
5. 导向套安装
6. 端盖对位
7. 螺栓预紧
传统方式下,员工可能因为熟练、赶节拍、零件摆放混乱或交接班注意力下降,跳过“主密封圈放置”这一步。只要下一步继续装配,后续再发现就要拆解返工。
AI-SOP 的处理方式不同:
当员工进入“主密封圈放置”步骤,系统会识别操作区域和密封圈状态。
如果密封圈没有出现在指定位置,或没有完成放置动作,系统判断该步骤异常。
工位端立即提示“密封圈安装异常”。
后续“导向套安装”“端盖对位”等步骤可被标记为待检,避免问题继续流转。
员工补装并复检通过后,系统记录处理结果。
管理端可以查看该工位异常次数、发生时间和图片记录。
这就是 AI-SOP 对漏装问题的关键作用:不是事后发现谁做错了,而是在错误刚发生时把它拦住。
不只是漏装,也能覆盖错装、反装和跳步
产线防错并不只有“有没有装”。更复杂的情况包括:
**错装**:零件型号不对、左右件拿错、阀芯型号错误。
**反装**:方向件、密封件、插件、连接器装反。
**少装/多装**:螺丝数量、附件数量、包装数量不一致。
**不到位**:线束未插到底、锁扣未扣上、胶条未压实。
**跳步**:未完成前序步骤就进入下一道工序。
**工具错误**:该用扭矩扳手时用了普通工具,或工具拿错。
AI-SOP 可以根据不同工位配置不同识别规则。对于“对象明显”的场景,重点识别零件是否存在、位置是否正确;对于“动作明显”的场景,重点识别手部动作、工具使用和步骤顺序;对于“节拍明显”的场景,则可以结合工时、停留时间和状态变化进行判断。
AI-SOP 工序状态看板
哪些工位最适合先上AI-SOP防错
不是所有工位都需要一开始全面改造。更适合优先试点的,是那些高频、关键、容易出错、出错后代价高的工位。
可以优先选择这几类:
**关键件装配工位**:密封圈、线束、阀芯、轴承、传感器、紧固件。
**包装附件工位**:说明书、保修卡、防撞护角、配件包、标签二维码。
**螺丝锁付工位**:数量、顺序、工具、扭矩结果需要校验的场景。
**安全合规工位**:劳保用品佩戴、危险动作、关键岗位资质确认。
**新人高频出错工位**:步骤多、动作细、经验依赖强的岗位。
**客户验厂关注工位**:需要保留过程证据和异常闭环记录的关键流程。
从这些工位切入,企业更容易验证 AI-SOP 的价值,也更容易形成可复制的产线模板。
深圳合米科技能提供什么
深圳合米科技的 AI-SOP 智能作业合规系统,重点面向制造业现场的作业引导、视觉防错和合规追溯。
方案通常包括:
工业摄像头:采集关键工位作业画面。
边缘计算终端:在本地完成 AI 视觉识别和实时判断。
工位触控终端:展示 SOP 步骤、异常提示和操作反馈。
AI 视觉模型:识别零件、动作、工具、人员和操作区域。
SOP 配置平台:把标准流程拆解为可执行、可校验的步骤。
数据报表系统:记录异常、工时、合规情况和追溯证据。
系统集成能力:按需对接 MES、ERP 或其他生产管理系统。
它的落地重点不是做一个“看起来智能”的大屏,而是围绕具体工位,把漏装错装这类现场问题拆成可识别、可提醒、可复检、可追溯的闭环。
结语
产线漏装错装,表面看是员工操作失误,背后往往是标准执行缺少实时校验。只靠培训、巡检和事后追责,很难长期稳定地管住每一个关键步骤。
AI-SOP 系统的价值,在于把 SOP 从“展示型文件”升级为“现场执行标准”:摄像头看见过程,AI 判断动作,系统提示异常,管理端保留记录。对于制造企业来说,可以先从一个容易出错、影响质量、便于验证的关键工位开始试点,把漏装错装问题在现场拦下来,再逐步扩展到更多产线和工序。