装配漏件检测怎么减少下线返工
深圳合米科技 AI-SOP 智能作业合规内容稿
内容主题 | 本篇重点 | 阅读对象 |
对比 | ESOP 展示 vs AI-SOP 执行管控 | 生产/质量负责人 |
价值 | 识别、提醒、追溯、持续优化 | 管理层/项目负责人 |
落地 | 从关键工位试点到多工序复制 | 工艺/自动化团队 |
摘要
装配漏件检测常见于多物料装配、附件放置和包装前复核等场景,因为问题一旦拖到下线或末检才暴露,返工范围通常已经扩大。本文围绕制造现场的漏件问题,说明为什么装配漏件检测要前移到工位执行阶段,以及 AI-SOP 如何把识别、提醒和追溯连成闭环。
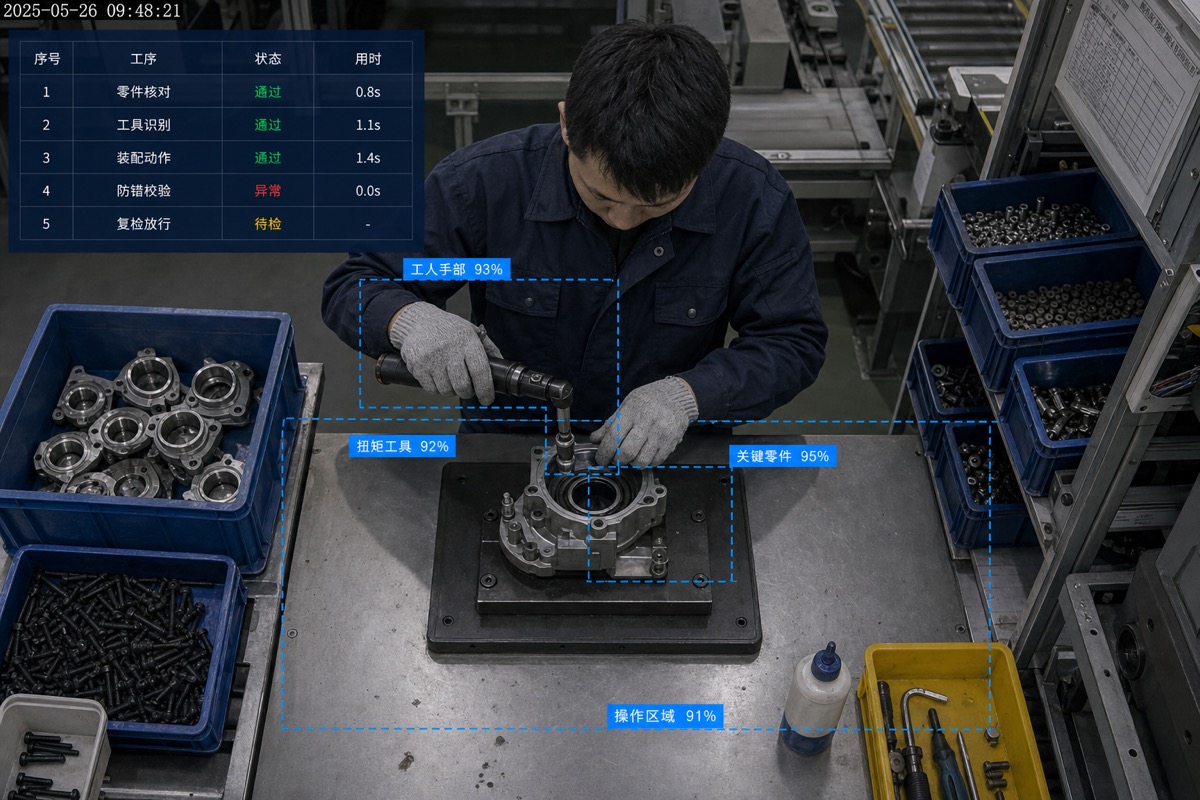
装配漏件检测主图
漏件被下线发现,成本往往已经抬高
装配工位最怕的,不只是少装了一个零件,而是问题常常在流到复检、包装甚至出货前才被发现。到了这个阶段,前面已经叠加了装配、搬运和等待成本,还可能影响整批产品节拍。对多品种切换频繁、人工依赖高的产线来说,单靠末端抽检很难持续盯住每一个关键安装动作。装配漏件检测要解决的,正是这种“发现太晚、返工太大、责任难追”的现场问题。
装配漏件检测更适合在工位当下拦截
真正有效的装配漏件检测,不是等结果出来后再追,而是把检查点前移到动作发生的当下。系统通过工业摄像头采集工位画面,在端侧识别关键零件是否取用、是否安装到位、相关步骤有没有按要求完成。如果发现漏装、少放或复核未执行,就可以在当前工位直接提示处理,避免异常继续往后流转。深圳合米科技面向制造现场的 AI-SOP 方案,适合把作业指引、实时纠偏和异常留痕放到同一个流程里推进。

装配漏件检测辅图
先从关键零件和高返工节点入手
装配漏件检测落地时,不建议一开始覆盖所有物料和所有工序。更稳妥的方式,是先梳理最容易带来客诉、返工或停线风险的几个检查点,例如密封圈、锁扣、标签附件、说明书、垫片或关键连接件是否到位。只要这些高风险零件能被稳定识别,项目就能先形成管理价值。后续再逐步补充更多物料和工序规则,比一次性铺开更容易落地。
异常能复盘,漏件治理才算形成闭环
装配漏件检测如果只有现场提醒,没有后续记录,管理端依然很难判断问题集中在哪个班次、哪个型号或哪类物料。把异常时间、工位、任务批次和复判结果沉淀下来,生产和质量团队才能继续优化 SOP、培训和工位配置。对于准备导入装配漏件检测的企业,建议先从一个规则清晰、返工代价高的装配工位试点,验证识别、提醒和追溯是否跑通,再复制到更多场景。